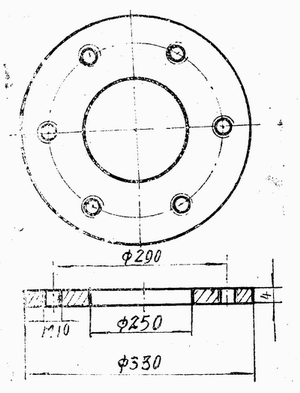
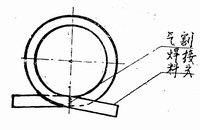
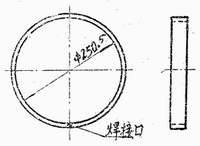
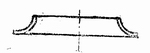
Process innovation of calcium carbide barrel flange Hengzhou Machinery Experimental Factory Fan Zhongjin The inner-loading calcium carbide barrel produced by our factory has a flange ring, and its size requirement is shown in Figure 1. figure 1 The original process for manufacturing this flange is to heat the 40X4 mm flat iron and place it on a special curved flange machine to form a shape as shown in Figure 2. Then, cut the material head and the electric welding head according to the figure, and then drill the tapping to make a flange ring. This process has many shortcomings. The heat 1 has ripples and wrinkles, and the quality is poor. 2 consumption of materials, labor, energy is larger. The two heads of a flange are 300 mm long, which is both a material head and a collet. It cannot be saved. Each actual consumption is 1.5 kg, and the parts themselves weigh only 1 kg. 8 production efficiency is low, not available for production needs. figure 2 In response to these shortcomings, we have revolutionized the flange manufacturing process and conducted many tests, which have achieved satisfactory results. The innovative process is: (1) Bending into a ring as shown in Figure 3; image 3 (2) the whole circle, (3) electric welding head; (4) Formed on a 20-ton press and turned into nearly 45. As shown in Figure 4. Figure 4 (5) Annealing the stamped deformed flange to eliminate work hardening, we heat-anneal the joint with gas welding. (6) The second stamping and flattening can be used. The advantages of the post-innovation process are: 1 high productivity, up to 4 times higher than the original process. 2 each saves 0.25 kg of steel. 8 Saving energy (coal, oxygen and acetylene) about one-third. Cleaning Wipes,Best Cleaning Wipes,Non Woven Wet Wipes,Biodegradable Cleaning Wipes Shandong Tianzige International Trade Co., Ltd , https://www.sdbabydiapers.com