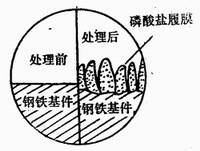
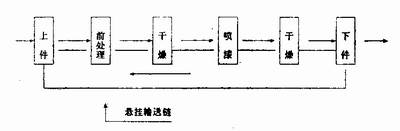
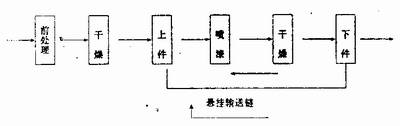
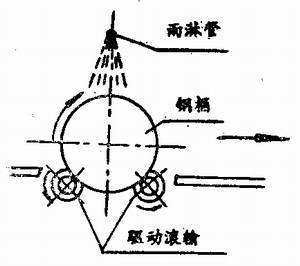
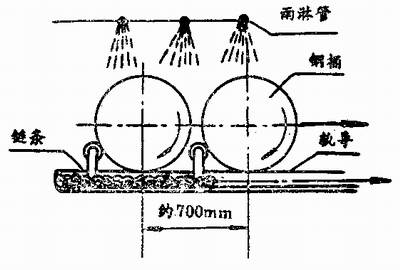
Talking about the surface treatment of steel drum Luo Dingren, Yinguang Barrel Factory, Baiyin City, Gansu Province Products with good intrinsic quality and good appearance quality are good products. The outer surface coating of the steel drum protects the outer surface of the steel drum from corrosion and achieves the purpose of aesthetics, and also improves the durability of the steel drum. At present, there is still a certain gap between the coating quality of the outer surface of the steel drum produced in China and the imported steel drum. Especially after long-distance transportation and repeated loading and unloading, the paint film is seriously detached, and the steel drum is rusted outside, and the user has great opinions. In recent years, in order to improve the quality of the outer coating of steel drums, some qualified barrel manufacturers have continuously improved the process and increased investment in this area. A certain effect has been achieved by using electrostatic automatic spraying and using an amino baking varnish. However, the author believes that to solve the problem of paint film shedding and improve the adhesion of the paint film, it should be done on the pretreatment of the steel drum (phosphoration treatment). In order to improve the adhesion of the paint film, I have used the "four in one", "three in one", degreaser, degreaser and other treatment liquids in the pretreatment, and the surface of the barrel is cleaned by spraying, with little effect. In recent years, while investing in the construction of electrostatic automatic spraying production line in our factory, we have started to redesign and improve the pre-treatment equipment and process. It lasted for more than two months, and after successful commissioning, we achieved satisfactory phosphating effect. Spraying on the surface of the phosphatized steel drum, the adhesion of the tested coating was significantly improved. See Table 1. Table 1 Phosphating is the interaction of the steel surface with the dihydrogen phosphate solution to form a phosphate coating on the metal surface. Its generation principle: When the surface of the steel is in contact with the treatment solution, the surface of the steel dissolves, the H+ ions in the chemical liquid near the surface decrease, and the pH rises. The result is a chemical reaction of the formulas (4) and (5), which precipitates on the steel surface. Laminating. The film consists of a mixture of zinc phosphate and iron phosphate Zn2Fe(P04)2·AH20 represented by (5). The formed cover film is finely crystallized, so that the metal surface has a certain rough surface to adapt to the coating operation, and the adhesion of the coating is increased, as shown in FIG. Figure 1 Schematic diagram of the surface state before and after phosphating The metal surface pretreatment process is generally: degreasing→water washing, derusting→water washing→activation→phosphating→water washing→drying. The author considers that the surface of the steel plate used in the steel drum is almost rust-free. In order to simplify the process and reduce the investment and reduce the cost, the medium temperature phosphating process is: degreasing→water washing→activation→phosphating→water washing→drying, which can meet the requirements. The process conditions of the preparation process are shown in Table 2. Table 2 Degreasing agent: 3-5% Water: balance water Activator: 0.05-0.3% Water: balance Phosphating solution: 2.5-3.5% Accelerator: 1-2ml/l Neutralizer: 0.5-0.8% Water: balance At present, some domestic manufacturers have built new electrostatic automatic spraying lines. The steel drum is hung on the hanging conveyor chain through four pre-treatment tanks, the front drying tunnel, the spraying machine and the rear drying tunnel to form a circulation loop. The process flow is shown in Fig. 2. The disadvantage of this process is that, because the top or bottom of the steel drum has a certain depth, when the steel drum is pretreated on the suspended conveyor chain, the processing liquid accumulated on the upper portion cannot be excluded. Therefore, the steel drum should not be hung in the pre-treatment tank and the front drying tunnel, and should be taken horizontally. In the front tunnel, take the vertical chain to drive forward. The hanging conveyor chain only passes through the paint sprayer and the rear drying tunnel. The process flow is shown in Figure 3. figure 2 image 3 In order to achieve a satisfactory phosphating effect, it is necessary to meet the process conditions of each process in the pretreatment process, which is a problem that must be considered when designing the pretreatment equipment. At the time of design, some manufacturers use steel drums to stay in the pre-treatment tank to rotate at the fixed point, while spraying as shown in Figure 4. This method is very inefficient. If the degreasing treatment time is 2 minutes, and two spray rotating mechanisms are designed in the degreasing tank, only one steel drum can be processed per minute. Some manufacturers also lay a track with a certain slope in the treatment tank, so that the steel drum rolls forward on the track for spraying. This can not guarantee the time requirement of each process in the process, and the effect is not ideal. Therefore, in the design, the author uses a chain with a steel drum to roll forward on the track, and sprays with multiple rows of spray pipes as shown in Fig. 5. This method not only ensures the processing time of each process, but also ensures the processing speed. For example, degreasing requires 3 steel drums per minute. The process time is 2 minutes. The distance between the barrel and the barrel is 700mm. Calculate the length of the degreasing tank: L≥0.7m×3×2=4.2m Figure 4 Figure 5 It should be noted that in order to prevent the liquid string groove, a transition section of a certain length should be left between the groove and the groove, generally about 1 m. Another process condition for pretreatment is the processing temperature. The heating method is steam coil heating or electric heating tube heating. The latter has a simple structure, convenient operation and easy temperature control. Two heating methods can also be used in the design, that is, heating in summer and steam in winter. The degreasing tank and the phosphating tank should be insulated. Increasing the phosphating process after the degreasing of the steel drum seems to increase the manufacturing cost, but in the case of selecting the same coating after the phosphating treatment, the coating adhesion can be improved by one grade, and the total cost is not improved. After the equipment is modified, the surface pretreatment can be operated by one person, which saves manpower and reduces labor intensity. More importantly, it improves the quality of the outer coating of the steel drum. Safety Razor For Men,Razor For Private Area Male,Shaving Trimmer Machine,Electric Shaver Argos Ningbo Chuangxiang Electrical Appliance Co.,Ltd , https://www.hshaircurler.com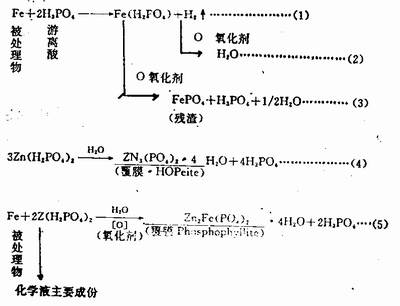
Talking about the surface treatment of steel drum
Paint type
Adhesion test results
Degreasing
Defatting-phosphating
General enamel
level 2
Level 1
Amino baking varnish
Level 1
Level 0
Plastic powder
Level 1
0 pole
Process
Solution formula
Temperature (°C)
Processing time (minutes)
Remarks
Degreasing
Washed
activation
Phosphating
Washed
Water, normal temperature, 0.8 spray